A Snicker chokoladebar behandlingslinje er et integreret sæt af fødevarefremstillingsudstyr designet til at producere lagdelte chokoladekonfekturebarer i skala. Kernekonklusionen er ligetil: en komplet og velkonfigureret Snicker produktionslinje kan opnå output på 150-600 kg/time , afhængigt af udstyrskvalitet, automatiseringsniveau og produktspecifikation. Dette gør det til et af de mest effektive formater til fremstilling af store mængder chokoladebarer.
Linjen håndterer typisk alle stadier fra nougattilberedning og karameltilberedning til jordnøddelag, chokoladebeklædning, afkøling, skæring og endelig emballering - alt sammen inden for et kontinuerligt automatiseret flow. At forstå, hvordan hvert modul fungerer, hjælper producenter med at optimere udbyttet, reducere spild og opretholde ensartet produktkvalitet.
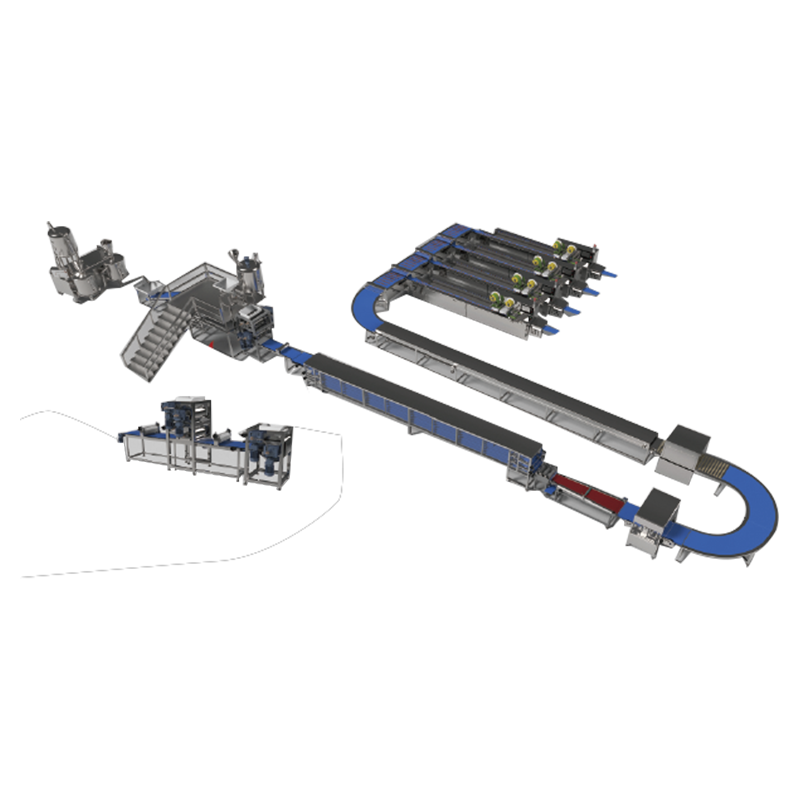
En standard Snicker produktionslinje følger en logisk sekvens af behandlingstrin. Hvert trin bidrager til den strukturelle integritet og sensoriske kvalitet af den endelige bar.
Basislaget på en bar i Snicker-stil er nougat, fremstillet ved at blande luftsukkersirup, glukose, æggehvide og fedt i en kontinuerlig eller batch-mixer. Nougaten afsættes derefter på et transportbånd eller i en pladeformer, hvor den presses til en ensartet tykkelse typisk mellem 10-20 mm . Ensartet tekstur på dette stadium er afgørende for nedstrøms skærenøjagtighed.
Karamel tilberedes i en kontinuerlig karamelkomfur, der kombinerer sukker, glukosesirup, fløde eller fedt og emulgatorer under kontrolleret varme. Den kogte karamel aflejres på nougatlaget, mens den stadig er bøjelig. Karameltemperaturen ved aflejring holdes typisk mellem 60-75°C for at sikre korrekt vedhæftning uden at deformere nougaten nedenfor.
Hele eller halvristede jordnødder fordeles jævnt over karameloverfladen ved hjælp af en vibrerende feeder eller rulleapplikator. En blid presserulle sikrer, at peanuts er indlejret i karamellaget. Jordnøddedækningens ensartethed påvirker direkte den visuelle konsistens og vægtnøjagtigheden i den færdige bar.
Den samlede plade - bestående af nougat, karamel og jordnødder - passerer gennem en køletunnel, hvor temperaturen reduceres til under 18°C . Dette opstrammer strukturen før skæring. En roterende eller trådskærer opdeler derefter pladen i individuelle stykker på størrelse med stang med minimalt produkttab.
Individuelle barer passerer gennem en chokoladeovertrækker, hvor tempereret chokolade (typisk kl 29-32°C til mørke eller mælkevarianter) dækker alle overflader ensartet. En luftblæser fjerner overskydende chokolade fra bunden, og et vibrationsbord udglatter overfladebelægningen, før stængerne kommer ind i den endelige køletunnel.
Efter omklædning kører stænger gennem en køletunnel kl 8-14°C i flere minutter for at sætte chokoladeskallen. Fuldt indstillede stænger overføres derefter til automatiserede flow-indpaknings- eller pudepakkemaskiner, hvilket fuldender produktionscyklussen.
Hver forarbejdningsfase kræver specialiseret udstyr. Nedenfor er en oversigt over de primære maskinkomponenter og deres funktionelle roller:
| Udstyr | Funktion | Nøgleparameter |
|---|---|---|
| Nougat Mixer & Former | Lufter og former nougatbasislaget | Ydelse: 100–500 kg/t |
| Karamel komfur | Koger og afsætter karamel ved kontrolleret temperatur | Temperatur: 60–75°C |
| Peanut feeder/applikator | Fordeler peanuts jævnt over karamel | Dækningsensartethed ±3 % |
| Pladekøletunnel | Fastgør den lagdelte plade til skæring | Tunneltemperatur: 10–18°C |
| Roterende / trådskærer | Skærer plade i individuelle stænger | Skærehastighed: op til 120 snit/min |
| Chokolade Enrober | Overtræk barer i tempereret chokolade | Chokoladetemperatur: 29-32°C |
| Endelig køletunnel | Sætter chokoladeskallen | Tunneltemperatur: 8–14°C |
| Flow wrapper / pakkemaskine | Indpakker færdige stænger individuelt | Hastighed: op til 600 bar/min |
Moderne Snicker-chokoladebar-behandlingslinjer er tilgængelige i tre generelle automatiseringsniveauer, der hver er egnet til forskellige produktionsskalaer og investeringsniveauer:
For en mellemskalaproducent, der målretter mod 500.000-1.000.000 bar om dagen, ville en fuldautomatisk linje, der kører ved 400 kg/t med en gennemsnitlig barvægt på 50g producere ca. 8.000 bar pr. time eller 192.000 bar pr. 24-timers skift .
Opretholdelse af ensartet stangkvalitet kræver aktiv kontrol ved flere kontrolpunkter i hele Snickers produktionslinje:
Food-grade design er ikke til forhandling i en chokolade bar forarbejdningslinje. De vigtigste designprincipper omfatter:
Selv velkonfigurerede linjer støder på tilbagevendende problemer. Nedenfor er de mest almindelige udfordringer og praktiske løsninger:
| Udfordring | Årsag | Løsning |
|---|---|---|
| Karamel klæber til skærene | Karamel er for varm på skærestadiet | Sænk pladens køletunneltemperatur med 2–3°C |
| Ujævn chokoladebelægning | Chokolade uden for temperament | Genkalibrer tempereringsenhed; tjek for udløsere af fedtblomstring |
| Barvægtvariation >±3g | Inkonsistens i tykkelsen af nougat eller karamellag | Efterse deponeringsdyser; genkalibrere tidligere ruller |
| Jordnøddehulrum i stænger | Feedervibration for høj eller lav | Juster vibrationsføderens frekvens; rense beholdersensorer |
| Emballage fejljustering | Variation af stanglængde efter skæring | Synkroniser skærehastigheden med transportbåndets hastighed |
Køletunneller og kogekar er de højeste energiforbrugere i en Snicker-produktionslinje, og står tilsammen for 55–70 % af det samlede ledningsenergiforbrug . Praktiske foranstaltninger til at reducere energiomkostningerne omfatter:
En veloptimeret fuldautomatisk linje kan producere et kilo færdig bar vha cirka 0,3-0,6 kWh , afhængig af klimaforhold og anlægsindretning.
En komplet linje inklusive nougatformning, karamel, påføring af jordnødder, overtræk og emballering kræver typisk 40-80 meter i længden og 4–8 meter i bredden, afhængig af automatiseringsniveau og køletunneldesign.
Ja. Med justerbare aflejringer, modulære forme og rekonfigurerbare skæremaskiner kan de fleste moderne linjer skifte mellem formater. Skiftetid er typisk 20-45 minutter .
Mælkechokolade er mest brugt, med et kakaoindhold på 25-35 % . Enroberen håndterer både fortempereret sammensat chokolade og ægte chokolade afhængigt af produktspecifikation.
En fuldautomatisk linje ved 400 kg/t kræver typisk 3-6 operatører skift, der dækker kvalitetstjek, emballageopfyldning og mindre justeringer.
Med korrekt chokoladebeklædning og flow-wrap-emballage er holdbarheden af færdige barer generelt 9-12 måneder ved omgivelsestemperaturer under 20°C.
Nougat er standardbasen, men linjen kan tilpasses til at bruge cookie-, wafer- eller kornbaselag i stedet, hvilket gør den til en alsidig platform til flere barformater.

 Chokoladeproduktionslinje Maskinudstyrsfabrik
Chokoladeproduktionslinje Maskinudstyrsfabrik

 中文简体
中文简体 English
English